Machine honing is a precision metalwork technique used to create super-flat, shaped, and super-smooth surfaces. By applying an abrasive stone anvil to cut against the metalwork, and applying intense pressure and movement, pieces of any shape and size can be altered to exact material specifications.
 With deep-bore hole drilling, honing can be applied during the process to create smooth, flawless tubular metal interiors and joints as well as polished exteriors. Digital CNC oversight means that turned metal pieces can be made mathematically even and flat.
With deep-bore hole drilling, honing can be applied during the process to create smooth, flawless tubular metal interiors and joints as well as polished exteriors. Digital CNC oversight means that turned metal pieces can be made mathematically even and flat.
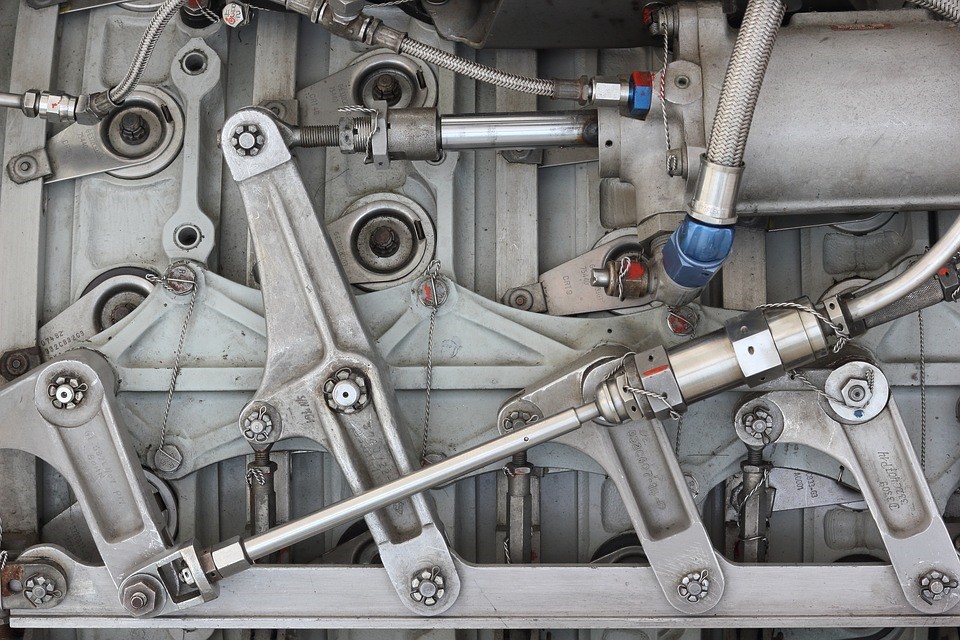
When designing and building hydraulic pipelines and cylinders, metal honing is absolutely critical. Hydraulic interiors rely on precise volumetric measurements and an interior, fluid space free of dirt, to work at peak efficiency. Honing the metal helps to improve hydraulic performance in several ways.
Better Quality Seals
Firm, interlocking components form the backbone of any decent hydraulic system. If you're using O-Ring or male to female connectors to connect hydraulic hose or pipes, the hydraulic fluid must have an airtight passage to flow through, unobstructed by any interior faults.
Bore and flat honing helps to finish metal connecting joints by making them flush, free of flakes and chips, and by creating a circular passageway for fluid to be transferred through. It's also easier to lubricate hydraulic parts that have been honed (while the machine isn't being used).
Increased Part Lifespan
Honing also helps to reduce the risk of a part failure. Some of the most common causes of hydraulic failure are internal disintegration of components, misaligned seals, and breaks in tubing or pipework. Finely honed metal eliminates internal inconsistencies in metalwork, and ensures that the metal wears down evenly over time, avoiding the problems that come with irregularly balanced, pressurised fluid. Honing cylinders and pistons also ensures smoother, identical repetitive movements, leading to longer (but not indefinite) part lifespans.
Piston Efficiency
Hydraulic pistons move back and forth rapidly in a set casing to pump liquid, move loads, and maintain tension. Keeping friction, wear, and fluid resistance at low levels is important to keep the hydraulics turning.
Honing down the machine housing, hydraulic cylinders, and pistons themselves with surface treatments can increase the performance of engines and drivers by allowing a tighter, more precise push to form. Honing also helps to keep piston enclosures and chamber connectors tightly sealed (as with hydraulic lines).
Precise Inspections
Did you know that honing is also used to improve metalwork inspection? Light honing strips surface metalwork and accumulated film away, to reveal the internal structure of the underlying material. Dents, scratches, and faults are revealed. The operator can then decide whether to scrap the piece, or perform further honing and cutting to repair the piece. Light honing is particularly useful as a method of inspection when restoring used hydraulic components to working order.
Reduced Costs With Hone-All
Creating honed hydraulic parts in one cut, at a dedicated workshop, is often cheaper than ordering off-the-shelf metal parts and modifying them to suit your system. At Hone-All, we specialise in CNC building, boring, and honing for hydraulic tubing, pistons, cylinders, and rams. Find out more today.